シャフトの矯正・製缶部品の歪み直し作業なら、岡山県倉敷市の新開鉄工所へ!
FAX
086-526-6833
メール
shimizu@shiw.co.jp
◆ 個人のお客さま向けの製品
◆ 法人のお客さま向けの製品
トップページ
>
法人のお客さま向けの製品
> シャフトの矯正・製缶部品の歪み直し
◆ シャフトの矯正・製缶部品の歪み直し
油圧プレスでシャフトや軸の曲がりを矯正したり、製缶部品の溶接歪みを直したりしてます。
2019年07月08日
粉砕機のシャフトの曲がり矯正
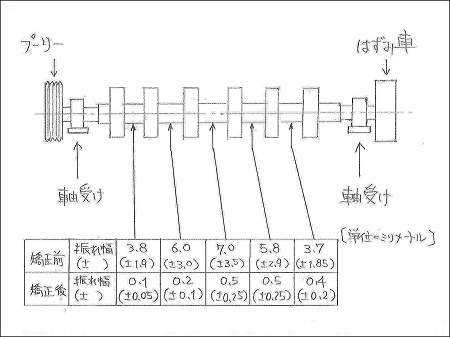
群馬県の企業様からのご依頼で、プーリーやはずみ車などが付いた状態の1.4トンほどの粉砕機のシャフトの曲がりを矯正しました。
うまくバラせないという事で、プーリーやはずみ車などが付いた状態のまま送って来られたので、そのままの状態で矯正作業を行いました。軸受けを基準にした振れ幅が最大で7.0mm(±3.5mm)ほどありましたが、矯正によって振れ幅0.5mm(±0.25mm)以内に矯正することができました。
シャフトに付いた色々な構造物をバラすのが困難な場合は、今回のようにシャフトに構造物が付いた状態のままでも矯正できる場合がありますので、まずは写真をお送りください。
2019年03月22日
モーターシャフトの曲がり矯正
大兵庫県尼崎市の企業さまからのご依頼で、モーターシャフトの曲がりの矯正を行いました。
振れ幅を0.10mm(±0.05mm)ぐらいまでにして欲しいというご依頼でした。油圧プレスによる矯正ではかなり難しい公差でしたが、何とか最大振れ幅を0.10mm(±0.05mm)以内に矯正することができました。
矯正作業は、シャフトを油圧プレスで塑性変形させて直しますので、焼きが入った硬いシャフトは折れてしまうリスクがあります。また 焼きが入っていないシャフトでも、材質の疲労の度合いや微細な傷などが原因で、予期せず折れてしまう事があります。なるべく折れないように細心の注意を払って作業しますが、もしも折れてしまった場合は、作業費はご請求いたしませんが、弁償もしかねますので、ご依頼の際にはその旨をご了承の上でお願い致します。
2019年02月07日
バギーのドライブシャフトの曲がり矯正
大阪府堺市のカーチューニングショップ様からのご依頼で、バギーのドライブシャフトの曲がりの矯正を行いました。
最大振れ幅が4.4mm(±2.2mm)ありましたが、油圧プレスによる矯正で最大振れ幅を0.5mm(±0.25mm)にしました。
今回のシャフトは中国製という事でしたが、軟鋼のような非常に柔らかいシャフトでしたので、折れる心配はありませんでしたが、少し押すだけで直ぐに数値が変化するので、微妙な押し加減が必要でした。
また、非常に柔らかいシャフトなので、使っていくうちにまた曲がってくる可能性がある事もお客様にお伝えしておきました。
2018年12月05日
ギアシャフトの曲がりの矯正作業
三重県の機械工具総合商社様からのご依頼で、ギアシャフトの曲がりの矯正作業を行いました。
長さが350mmほどのウォームギアシャフトでしたが、振れ幅が最大で6.2mm(±3.1mm)ありました。
曲がりが大きいので折れないように細心の注意を払って作業を進め、無事に矯正することができました。矯正後の精度は、振れ幅が最大で0.1mm(±0.05mm)ほどになっています。
矯正作業は稀に折れてしまう事もありますが、弊社では折れた場合は作業費は一切ご請求しませんが、保障も出来ませんので、ご依頼の際にはその旨をご承諾の上でお願い致します。
2018年08月10日
シリンダーロッドの矯正作業
広島県の機械加工会社さまからのご依頼で、シリンダーロッドの矯正作業を行いました。
直径が100mmほどで、長さが5.5mほどのシリンダーロッドでしたが、最大振れ幅が2.5mm(±1.25mm)ほどありました。
必要な精度が振れ幅0.2mm以内(±0.1mm以内)という事でしたので、かなり難しかったのですが、油圧プレスによる矯正作業にて何とか無事に必要な精度に入れる事ができました。
矯正作業は、油圧プレスで高い圧力をかけて押しますが、通常のシャフトやシリンダーロッドなどは硬い材質を使っており、焼き入れしてある場合もありますので、細心の注意を払いながら作業しても折れてしまう事があります。ご発注の際には折れてしまうリスクを覚悟の上でお願い致します。
2018年07月04日
グラビア印刷機のシャフトの矯正作業
兵庫県のグラビア印刷会社様からのご依頼で、グラビア印刷機のシャフトの矯正作業を行いました。
最大振れ幅が0.8mm(±0.4mm)ほどありましたが、プレスによる矯正で振れ幅を0.1mm以内(±0.05mm以内)に矯正しました。
当社は、毎年150本近くのシャフトや軸の曲り直し作業を行っており、経験豊富なスタッフが 色々な治具を駆使して、細心の注意を払いながら作業を行っておりますが、金属疲労や微細な傷など 不可抗力的な要因で、年に1本~2本は折れてしまう事があります。
そこで当社では、もしも折れてしまった場合には、作業費の請求はしませんが、保障も出来ません・・・という事を承諾して頂いた上で、作業をお受けする事にしております。
2017年08月22日
船舶のプロペラシャフトの曲がり直し作業
シャフトの径が40mmで 長さが2.5mほどの、真鍮製の船舶用プロペラシャフトの曲がり直し作業を行いました。
最大振れ幅が10mm以上(±5mm以上)ありましたが、プレスによる矯正で振れ幅を0.5mm以内(±0.25mm以内)に直しました。
2017年02月13日
重さ3.8トンの銅の角柱の歪み直し
いつもお世話になっているご近所の溶接メーカー様からのご依頼で、重さ3.8トンの銅の角柱2本の歪み直しを行いました。
片面にインコネルを肉盛りしたので、弓なりに最大10mmほど歪んでしまった・・・という事でした。
溶接メーカー様立会いの下での作業でしたが、直接変化量を測定して頂いてOKが出るまでの作業でした。
2016年12月26日
ポルシェ911のミッションインプットシャフトの矯正
奈良県大和郡山市のお客様からのご依頼で、ポルシェ911のミッションインプットシャフトの矯正を行いました。
ミッションのオーバーホールをされているそうで、曲がったシャフトを何とか矯正してほしい・・・という事でした。
いつものように、折れてしまう可能性がある事をお客様に良くご理解いただき、折れてしまった場合は作業費は請求致しませんが、弁償もしかねます・・・という事を承諾いただいてから作業に入りましたが、幸運にも折れる事はありませんでした。
矯正前の測定では、シャフトの両端を基準にして 最大振れ幅が 0.40mm(±0.20mm)あったのですが、矯正作業によって最大振れ幅を 0.08mm(±0.004mm)以内に納めました。
2016年12月07日
絹織物を製造する機械のシャフト矯正
鹿児島県で大島紬などの絹織物の製造をされている会社様からのご依頼で、絹織機械のシャフトの矯正作業を行いました。
金属疲労の度合いや細かな傷などの状況によって、折れてしまう可能性もありますので、折れた場合は作業費は一切請求いたしませんが、弁償もできません・・・という事をご了承して頂いてからの作業となります。
矯正前の測定では、シャフトの両端を基準にして 中央部付近の最大振れ幅が 2.85mm(±1.425mm)あったのですが、矯正作業によって 無事に最大振れ幅を 0.15mm(±0.075mm)以内に納める事ができました。
毎年150本近くの矯正作業をしていると、年に1本ほどは折れてしまう事がありますので、お客様には ご依頼の前にシャフトの寸法を詳しく測定しておき、折れた時には新しく作れるようなバックアップをしておくようお願いしています。
2016年08月23日
プロペラの芯出し用ゲージの曲り直し
当社の近くにある、世界屈指の大型プロペラ製造会社さんで使っている、プロペラの芯出し用ゲージの曲りを直しました。
径が120mmで 長さが5mほどある軸状のゲージで、これにプロペラを通して振れなどを見るそうですが、重機がぶつかって曲がってしまったという事でした。
作業前の測定で、最大振れ幅が 1.3mm(±0.65mm)あったのですが、プレスでの矯正作業で、お客さんのご要望通りに 最大振れ幅を 0.5mm(±0.25mm)以内に納めました。
300トン油圧プレスと、当社が開発したシャフト矯正治具、それに毎年150本近くの矯正をしている経験と、熟練したプレス職人の技。矯正作業は これらの一つが欠けても上手くいかない難しい作業です。
2016年02月26日
H形鋼の製缶後の溶接歪み直し
橋桁の鋼製型枠などを製造されているお近くの会社さんからのご依頼で、H形鋼の製缶後の溶接歪み直しを行いました。
300×300のH鋼に、さらに200mmほどの梁などが溶接された長さ4mほどの製缶品が6本でした。
300トン油圧プレスに入れて押しますが、これぐらいの大きな製缶品になると3人がかりでの作業となります。
歪み直し作業は、押しては変化量を測定し、また押しては変化量を測定し・・・を繰り返して直していきますので、狙う精度が厳しいと、行ったり来たりを繰り返す事があり、その度に品物をひっくり返したり元に戻したりする必要があるので、時間がかかりますし、料金もそれに伴なって高くなります。
ですので、作業前に悪さ加減を測定してお客様にFAXし、直したい部分と、許容内で なるべく範囲の大きな寸法交差(例えば、糸を両端に張って 途中が ±2.0とか、±4.0とかいう数値)を指示して頂くようにしています。
2016年01月29日
ステンレスシャフトの曲がり直し(矯正作業)
直径が150mmほどで、長さが4mほどの、ステンレスシャフトの曲がり直し(矯正作業)を行いました。
シャフトの中央部で ±1.2mm (振れ幅=2.4mm)偏心していましたが、削り代が片側0.4mmしかないという事でしたので、余裕を持って 偏心度 ±0.25mm以内 (振れ幅=0.5mm以内) に納めました。
当社は、スプリングが内臓されたシャフト矯正作業専用の受け治具を開発しており、これを使ってシャフトや軸の曲り直し(矯正作業)を毎年150本近く行っている鉄工所です。
2015年11月26日
生産設備機械の押しネジの曲がり直し(矯正)
岡山県和気郡にある製造会社さまからのご依頼で、生産設備機械の押しネジの曲がり直し(矯正)を行いました。
長さが 5m ほどで径が 60mm ほどの押しネジで、最大で ±8mm (振れ幅=16mm)ほど曲がっていました。
曲がっている部分がネジという事でしたので、ネジ山を壊さないように当て治具を作ったり、ネジ部をダイヤルゲージで測定するための工夫を施したりした上で、当社の300トン製缶プレスで押してはダイアルゲージで変化量を測定して・・・を繰り返して精度を上げて行き、ご要望通りに ±0.5mm以内 (振れ幅=1.0mm以内) に納めました。
2015年11月05日
大型トラックのプロペラシャフトの曲がり直し(矯正)
愛媛県の自動車整備会社様からのご依頼で、大型トラックのプロペラシャフトの曲がり直し(矯正)を行いました。
何かにぶつけたようで、±20mm以上曲がっていたのですが、特注仕様のトラックなので、トラックメーカーには同じサイズの交換部品が無く、注文しても手に入らないという事で困っていたそうです。
曲がっている部分がパイプでしたので、陥没させないようにU字型の当て治具を使い、油圧プレスで押しては ダイヤルゲージで変化量を測定する・・・を繰り返し、曲がりを±0.5mm以内(振れ幅=1.0mm以内)に納めました。
2015年09月24日
ステンレスシャフトの曲がり直し(矯正)
直径が200mmほどで、長さが4mほどの、ステンレスシャフトの曲がり直し(矯正)を行いました。
曲がり方が大きな弓なりではなく、小さな波のように何箇所も蛇行しており、しかも加工代が 片肉0.5mm しかないという事でしたので、結構時間がかかりましたが、何とか ±0.4mm(振れ幅=0.8mm)以内に納める事ができました。
当社は、毎年150本近くのシャフトや軸の曲り直し作業を行っており、経験豊富なスタッフが 色々な治具を駆使して、細心の注意を払いながら作業を行っておりますが、金属疲労や微細な傷など 不可抗力的な要因で、年に1本~2本は折れてしまう事があります。
そこで当社では、もしも折れてしまった場合には、作業費の請求はしませんが、保障も出来ません・・・という事を承諾して頂いた上で、作業をお受けする事にしております。
2015年08月03日
ふるい機の偏心軸の曲がり直し(矯正)
京都府福知山市の企業様からのご依頼で、ふるい機の偏心軸の曲がり直し(矯正)を行いました。
長さが1.5mほどの軸でしたが、曲っている場所が軸の端から80mmほどの所で、さらに軸の端にはネジとキー溝があったので、ネジとキー溝を壊さないように 当て治具などを色々と工夫して・・・
また、材質も折れやすいS45Cという事でしたので、折れないように油圧プレス内で熱を加えながらの作業となりました。
プレスで押しては変化量を測定して・・・という作業を慎重に繰り返し、±2.5mm(振れ幅=5mm)ほどあった曲がりを、無事に±0.25mm(振れ幅=0.5mm)に納めました。
2015年06月16日
レジャーボートのプロペラシャフトの曲がり直し(矯正)
広島県福山市のお客様からのご依頼で、レジャーボートのプロペラシャフトの曲がり直し(矯正)を行いました。
ダイヤルゲージで測定した結果、±5mmほどあった曲がりを、無事に±0.1mm以内に納める事ができました。
材質はよくわからないという事でしたが、磁石が付かないのでステンレス系のシャフトでした。
こういったシャフトは、詳しい材質や 焼入れの度合いがわからない場合が多く、微細な傷も入っており、また 金属疲労している可能性も高いので、プレスで押したら どうしても折れてしまう事があります。
ですので、細心の注意を払って折れないように作業はしますが、もしも折れてしまった場合には、作業費の請求はしませんが、保障も出来ません・・・という事で、依頼をお受けしております。
2015年03月31日
製缶品の曲り直し作業(矯正作業)
けっこう大きな製缶品の曲り直し作業(矯正作業)を行いました。
長さが5mほどで、中央付近の断面が□300mmの無垢の角柱状の製缶品が2本でした。
両端基準で中央付近が5mm~6mmほど曲がっていたのですが、この曲がりを1mm以内に入れました。
1本の重量が3.5トンほどあったのですが、これぐらいの重量になると プレスの中で押したい位置に移動させたり 反対側から押すためにひっくり返したりするのも大変なので 2人がかりでの作業となります。
特急作業という事でしたので、午前中に品物が入荷してから直ぐに作業にかかり、昼過ぎに1本出荷して、夕方には2本目も数値が出たので出荷しました。
2014年12月04日
アクスルシャフトの曲り直し作業(矯正作業)
富山県のモータースさんからのご依頼で、ランクルプラドのアクスルシャフトの曲り直し作業(矯正作業)を行いました。
すでに生産中止となっている部品なので、曲りを1ミリ以内に直してほしいという事でした。
材質は軸鋼(SUJ2)に高周波焼入れしたような物ではないかと思われますが、新品ではないので、素材がくたびれていたり、小さなクラックが入っている可能性もあるため、「折れる場合もありますので、折れたら作業費は請求致しませんが、保障もできませんので・・・」という条件でお受けしました。
ダイヤルゲージで悪さ加減を測定すると、振れ幅が3.45ミリ(±1.725ミリ)でした。
プレスで押した感じでは、やはりスプリングバックの大きい降伏点の高いシャフトでしたが、ダイヤルゲージで変化量を測定して、プレスで押て・・・これを何度も繰り返して、振れ幅が0.95ミリ(±0.475ミリ)に納めました。
2014年11月19日
シャフトの曲がり直し作業(軸の矯正作業)
シャフトの曲がり直し作業(軸の矯正作業)を行いました。
直径が216ミリで、長さが4.5mのシャフトで、中央付近をフランジで接続しています。
ダイヤルゲージで悪さ加減を測定すると、中央のフランジ付近で振れ幅が1.0ミリ(±0.5ミリ)でした。
300トン油圧プレスで押して・・・ダイヤルゲージで変化量を測定・・・これを、指定された交差内に入るまで繰り返し、指定された交差内に入ったら完了です。
当社ではほぼ毎日、油圧300トン製缶プレスを使って、様々な歪み直し作業を行っておりますので経験豊富です。
動画でも紹介しています・・・
YouTube
2014年05月26日
油圧プレスによる製缶部品の溶接歪み直し作業
油圧プレスによる製缶部品の溶接歪み直し作業を行いました。
厚さが40mm~60mmの鉄板を溶接でつないだ製缶部品で、長さは4m以上あります。
溶接によって緩やかに弓なりに歪んでいました。
板厚が厚いと開先や溶接脚長も大きくなるので、どうしても溶接歪みが出ますが、板厚が厚いので焼いて歪みを直すのは結構大変という事で、製缶プレスを使って溶接歪みを効率的に直します。
部品が大きいので、2人がかりで押したり引いたりしながら作業しました。
新開鉄工所では、油圧300トン製缶プレスを使って、プレス曲げ、絞り、溶接歪み直し、シャフトや軸などの曲がり直しなどを行っております。
独自のノウハウで作っている数々の治具類を使い、ベテランの技術者が豊富な勘と経験を駆使して、様々な高難度のプレス加工を行なっています。
油圧プレスによる加工なら、新開鉄工所にお任せください!
2014年05月01日
油圧プレスによる軸(シャフト)の曲がり矯正作業
徳島県の某企業さまからのご依頼で、ステンレス製のポンプの軸(シャフト)の曲がり直しを行いました。
まずは、軸(シャフト)をローラーの上に乗せて、現状をダイヤルゲージで測定し、曲がりの位置や数値などを把握します。
そして、当社の油圧300トン製缶プレスで、品物に傷が入らぬように銅の当て板を敷いた上で、慎重に押していきます。
軸(シャフト)の材質は SUS420J2 というマルテンサイト系のステンレスで、焼き入れされていると思われ、しかも何らかの力が加わって曲がっているので プレスで押した時に折れる恐れもあるため、慎重に少しずつプレスで押しては、その度にローラーの上に乗せては数値の変化をダイヤルゲージで確認し、またプレスで押す・・・これを何度も繰り返して精度を上げていきます。
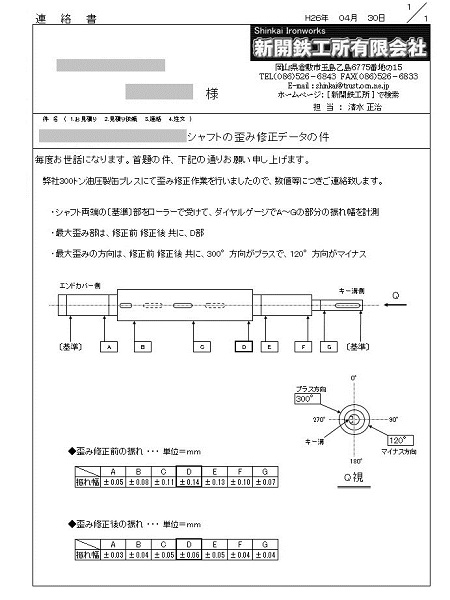
軸(シャフト)の曲がりの振れ幅は、矯正前に最大で±0.14mmあったのですが、矯正後は最大で±0.06mmにまで小さくなりました。
精度を更にもう少し上げる事も出来なくはないのですが、折れる恐れのある軸(シャフト)なので、リスクを考慮してお客さまに電話で確認を取って 今回は必要最小限の矯正に留める事にしました。
数値変化の資料と作業中の写真が必要という事でしたので、エクセルで数値変化の資料を作成し、写真と一緒にメール添付でお送りして、軸(シャフト)自体はヤマト便で徳島県の企業さまの所へ発送しました。
2013年09月26日
油圧プレスによる鉄板の歪み直し作業
板厚が100mmで、幅1100mm × 長さ3200mm の鉄板の歪みを300トン油圧プレスで直しました。
片面に全面硬化肉盛溶接をした影響で 長さ方向で ±3.0mm ほど歪んでいる板を ±1.0mm 以内に入れる作業です。
100mm もの板厚の鉄板なので、当社の300トンプレスの能力で押し切れるかどうか心配でしたが、能力的には問題なく押して直す事ができました。
ただ、3mm の歪みを直すのに、逆側に30mm ほどたわませたのですが、板厚100mm の鉄板を30mm もたわませるには かなり高い圧力が必要でした。
押しては糸を張って変化をチェック・・・という作業を2人がかりで何度も繰り返しながら、歪が直るまで徐々に (行き過ぎないように) 圧力を上げて押していきます。
全部で4枚あって、1枚の重量が2800kgなので、ひっくり返したり プレスの中で押したい位置に動かしたりするのは大変でしたが、4枚とも基準の交差内に入れました。
その後、フチを一部だけ残して30mmm ほど削ったら、また歪んだという事でしたので、もう一度押す事になりました。
比較的歪が少ない板で ±1.5mm ほど、歪が大きい板では ±5.0mm ほど歪んでいました。
加工による熱歪みの影響もあるとは思いますが、なによりも削り量が多かったので 残留応力のバランスが崩れた事によって歪んだ可能性が大きいと思います。
プレスのプレッシャーゲージを睨みながら徐々に圧力を上げていきますが、弾性限度を超えると、急激に歪みの数値が変化するので、あと一押しという所がけっこう難しいです。
つい押しすぎてしまうと、鉄板をひっくり返して反対から押し戻さないと駄目ですが、鉄板が大きくて重いので、ひっくり返すのは一苦労です。
慎重に作業を進めていき、無事に基準の交差内に納める事ができました。
シャフトの矯正・製缶部品の歪み直し作業なら、岡山県倉敷市の新開鉄工所へ!
◆ 個人のお客さま向けの製品
◆ 法人のお客さま向けの製品
◆ ゴミステーション
◆ 鉄骨建造物・大型構造物
◆ 鉄板スロープ・段差プレート
◆ 井戸の蓋・溝蓋・マンホールの蓋
◆ グリストラップの蓋
◆ ピザ窯(ピザ釜)のスチール製の蓋
◆ アイアン家具・ラック・水槽台・犬小屋
◆ 道具・器具・職人さんの工具
◆ アイデア製品・新製品の開発
◆ 側溝の蓋持ち上げ機
◆ プレス曲げ加工・パイプ曲げ・圧入
◆ 厚板スクリューの羽根曲げ加工と製缶
◆ シャフトの矯正・製缶部品の歪み直し
◆ 溶接・製缶・組立て・硬化肉盛溶接
◆ 設計・出張工事・その他の作業
|
ホーム
|
お客さまへ
|
製品の紹介
|
会社情報
新開鉄工所有限会社
https://shiw.co.jp/
専門サイト
グリストラップのふた.com
当社のブログ
アメーバブログ
伝えたい想い・・・
当社のこだわり
納品までの流れ
よくあるご質問
お問い合わせ・フォーム
個人向けの製品
法人向けの製品
いろいろ動画で紹介
人気商品
グリストラップの蓋
厚板スクリューの羽根
側溝の蓋持ち上げ機
会社概要・沿革・地図
事業内容
設備紹介
特定商品取引法
個人情報の保護について
〒713-8103
岡山県倉敷市玉島乙島 6775-15
電話 :
086-526-6843
FAX : 086-526-6833
メール :
shimizu@shiw.co.jp
【業務内容】
・鉄骨構造物、機械部品、設備等の設計
・製缶、溶接、組立て
・プレス曲げ、絞り、溶接歪み直し、ロール曲げ、
加工ひずみプレス修正
・汎用機械加工
・各種部品の修理、補修
・現場出張工事
【営業エリア】
・倉敷市 ・岡山市 ・玉野市 ・笠岡市
・井原市 ・総社市 ・浅口市 ・早島町
・矢掛町 ・里庄町
※全国発送可
copyright (C) SHINKAI IRON WORKS. All Rights Reserved.