
| 電話:086-526-6843 FAX:086-526-6833 メール:shimizu@shiw.co.jp |
油圧プレスを使った厚板スクリューの羽根曲げ加工から軸への製缶まで・・・

新開鉄工所は、油圧300トン製缶プレスを使ってのスクリューの羽根曲げ加工を行っております。

専用の金型を作ってプレスにセットし、羽根の曲げ加工を行って、曲がった羽根は軸に製缶しますが・・・

羽根曲げ加工のみのご依頼にも対応しており、完成した羽根を簡易梱包して全国発送しております。

当社独自の羽根曲げ理論に基づいてプレス型を作ったり、CADを使った積算方によって羽根の展開形状を割り出したりする所からお受けします。
特に当社はt12mm~t30mmほどの厚板のスクリュー羽根曲げ加工が得意な鉄工所です。

羽根の修理や、痛んだ羽根の付け替えなども行いますので、お気軽にご相談ください。
1分でわかる製作方法!(動画)

電話でお問い合わせ頂けば、当社で製作可能かどうかをお知らせしますので、お気軽にお電話ください。

| 電話:086-526-6843 FAX:086-526-6833 メール:shimizu@shiw.co.jp |








いつもお世話になっている奈良県の食品加工機械メーカー様より、羽根のフチに直径20mmの丸棒が付いた羽根曲げ加工の依頼がありました。
羽根を曲げた後で丸棒を羽根に沿わせて3次元的に曲げるのは難しいので、丸棒を2次元的に曲げてフラットな羽根材に溶接してしまい、その後一緒に羽根曲げする事はできないか・・・というご相談でした。
このような羽根曲げは実績がなかったので、まずは試作型を作ってSS材での試し曲げを行ない、問題なく曲がる事を確認してから本番用の専用型を製作。
ステンレス製の羽根材にステンレスの丸棒を溶接した後に曲げ加工を実施しました。
300トン油圧プレスに専用型をセットして、2人がかりで作業。(型は社外秘なのでモザイク処理しています)
このような変則的な羽根曲げができる鉄工所は少ないのではないかと思います。
今回はタンクの製缶までお受けしましたまので、羽根曲げの精度が全てOKとなったらパイプに鏡板やフランジを製缶してタンクを作り、その内側に羽根を製缶。
今回のような特殊な羽根曲げ加工の場合は、試作型を作って試し曲げを行ったり 専用型を設計して製作したりする初期投資が必要ですが、型ができた後は同じ羽根であれば安定して加工ができるようになります。




福岡県の環境機械メーカー様からのご依頼で、PETボトル送り装置のスクリューを製作しました。
ステンレス製のスクリューで、羽根の外径は変則的なテーパー状になっています。
製缶後は軸の微妙な振れを油圧プレスで矯正し、木枠で梱包してお客様の所へ発送しました。



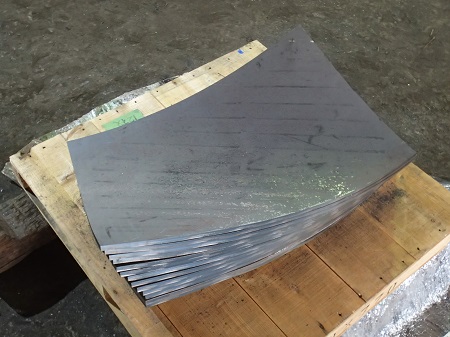
愛知県の設備設計会社様からのご注文で、サイクロン集塵機の羽根(ガイドベーン)を製作しました。
板厚が6mmのガイドベーンが24枚で、ひねり曲げではなく直線曲げでOKなので急ぎでという事でした。
図面を基にしてCADでガイドベーンの展開形状を割り出してレーザー切り板を手配し、プレスブレーキで曲げます。
曲げ終わったガイドベーンはジグに入れて精度や均一性などを確認し、悪い物は修正をして全数OKとなってから出荷。
製作可能かどうかのご相談を受けてから納期までが1週間ほどでしたが、何とかご要望の納期に間に合わせる事ができました。






岡山県内の大手企業様からのご依頼で、全長が7mで 羽根の外径が1mほどの 板厚スクリューの製作(羽根の製缶作業まで)を行いました。
羽根の面への硬化肉盛りは、パイプへの製缶前に実施。それと並走してパイプの両端に缶前加工した軸をインローし、シム調整などをした上で栓溶接。
溶接の熱で軸芯度に狂いが生じたので油圧プレスで矯正後、パイプに羽根を組んでから、羽根のフチに硬化肉盛りを実施。
熱によって精度が狂った部分は矯正作業を行ない、ダイヤルゲージでの読みで軸芯度を±0.4mm以内に入れました。
発注メーカー様と、元請けの岡山県内の大手企業様に立ち会って頂いての確認検査後に、大型トラックに載せて熊本県にある発注メーカー様の所へ発送。




大阪市の食品機械設備開発メーカー様より、板厚20mmのステンレス製の羽根曲げ加工のご注文がありました。
まず、CADで羽根の展開形状を算出し、同じくCADでプレスの金型と合わせ用のジグの設計も行ないます。
プレスの金型と合わせ用のジグを製作し、手配した板厚20mmのステンレス展開材を、合わせ用のジグで精度を確認しながら少しずつ押していきます。(プレス型は社外秘のため写真は部分的にモザイク処理しています)
今回は羽根4枚のご注文でしたが、秋ごろにはリピートがあるという事でしたので、プレス型と合わせ用のジグは、大切に保管しておく予定です。


以前からお世話になっている奈良県の食品加工機械メーカー様より、ミキサータンク内のステンレス製の羽根曲げ加工のリピートがありました。
今回は、ステンレス羽根の板厚が9mmという事で、前回とは羽根の板厚が違っていましたが、羽根のピッチや内径・外径、巻き方向などが同じであれば、同じプレス型で押す事ができます。
また、合わせ用の治具も流用できるので、2回目以降のご注文(リピート)は、プレス型や治具の製作費が不要です。






広島県にある大手製鉄会社様からのご依頼で、外径が1mほどで 板厚が12mmのステンレス製のスクリューコンベアの羽根の修理(羽根の付け替え)を実施しました。
まずは、磨り減って外径が小さくなってしまっている羽根をプラズマで切断し、次に、ステンレス製の新しい羽根を用意して、古い羽根の根元との合い沿いを油圧プレスで微調整してから溶接。
溶接が終わったら、溶接歪み直しや手入れをして寸法検査を行い、寸法検査が合格となったらトラックに載せて納品。
当社は、このような比較的板厚が厚いスクリューコンベアの羽根の付け替え修理などが得意です。




愛知県の企業さまよりのご依頼で、耐磨耗鋼板ABREX(アブレックス)400の羽根曲げ加工を行いました。
板厚が9mmの展開材料で、短い羽根が軸に円周等分に12枚付く12条羽根で、スクリューというよりはガイドベーンの羽根ではないかと思います。(曲げ方も普通のヒネリ曲げではなく直線曲げです)
まず、図面を基にして合わせ用のジグを製作し、300トン油圧プレスに直線曲げ用の汎用金型をセットして曲げ加工を実施。
耐磨耗鋼板ABREX(アブレックス)400は、やはり普通の鉄板よりもスプリングバックが強力なので、そのぶんキツ目に押し込む必要があります。
お急ぎという事でしたので、総がかりでの特急対応にて作業しました。








奈良県の食品加工機械メーカー様よりのご依頼で、ミキサータンク内のステンレス製の羽根曲げ加工を行いました。
スクリューの羽根曲げメーカー6社~7社に、#400番でピカピカに研磨された板厚19mmのステンレス製の羽根45枚を 傷を付けずに曲げて欲しいという内容で問い合わせたそうですが、難しいという事でどこも引き受けてくれなかったそうです。
まず、型と合わせ用の治具を製作し、次に 板厚4.5mmのSS材を曲げてみて治具の上で合い沿いを確認し、さらに板厚19mmのSS材を曲げて合い沿いを確認して、精度が出る事を確認後、いよいよステンレス材を養生したまま曲げました。(傷が付かないような工夫を型にも施しました)。
合わせ用の治具で合い沿いがOKになったら、本番用のタンクにも合わせてみて最終チェックにて精度がOKになってから納品。
後日、お客様の工場に出向いて製缶の状況を見学しましたが、「羽根曲げの精度が良いので製缶がスムーに進み、羽根に傷も付いていないので仕上げも少なくて済みます。」と言って頂きました。





地盤改良工事や土壌汚染対策工事をされている高知県のメーカー様よりのご依頼で、スクリューの羽根を製作しました。
羽根のピッチや、内径、外径 などが色々と違う4種類のスクリューが6セットのご注文でしたが、テーパースクリューなので羽根の種類でいうと34種類、羽根の枚数は82枚にもなります。
軸への組み上げは お客様の方で実施するという事でしたが、羽根の種類が多すぎて訳がわからなくなる可能性があるので、お客様と色々な調整をした結果、色分けをした管理シートを作って対応する事にしました。
CADで各羽根の展開形状を出して、当社独自の羽根曲げ理論に基づいて、ご要望のあった全ての種類の羽根曲げが可能な共用型を製作し、板厚4.5mmの鉄板で試し押し&微調整を行い、その後 本番用の板厚16mmの鉄板で確認トライ。
確認トライで精度が合格レベルに入ったら本番用の羽根曲げ加工に入り、間違いがないように管理シートに書いてあるアルファベットを 完成した羽根のつなぎ目に書き込んで、2パレットに積んでメーカー様の所にお送りしました。




スクリューの羽根を修理して、羽根に硬化肉盛り(ハードフェーシング)を行いました。
先端の2巻きのみ硬化肉盛りをしたスクリューでしたが、肉盛りをしていない部分の羽根のフチが磨耗して、外径が35mmほど小さくなっていたので復元し、その後 復元した羽根に硬化肉盛り(ハードフェーシング)を実施。
今回の硬化肉盛りでは Hard GC 950HN-4 という1.6mmフラックス入り硬化ワイヤーを使用しましたが、硬度は1層盛りで HV=872、HRC=66.2、HS=93 という数値なので、激しい土砂磨耗などに適した硬化ワイヤーです。
当社は、メインの取引先が硬化肉盛りの溶接ワイヤーを作っているメーカーさんなので、硬化肉盛りの知識も豊富です。どんな場所でどのような使い方をするスクリューかを教えてもらえれば、耐食、耐磨耗性はもちろん、耐熱性、耐酸性、耐重衝撃性、耐割れ性、などを考慮して、最適な硬化肉盛りワイヤーをご提案いたします。
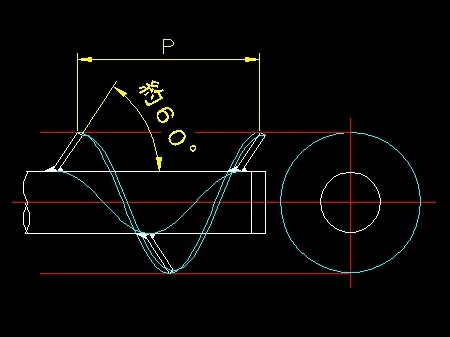





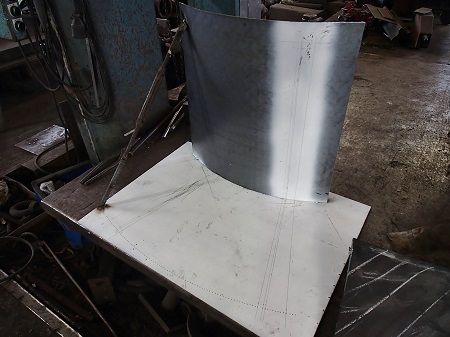
スクリュー式の粉砕機や破砕機などを作っているメーカー様からのご依頼で、羽根に角度が付いている板厚19mmのスクリューを製作しました。
一般的なスクリューは羽根が軸に法線方向(90度)に付きますが、今回のスクリューは羽根が軸に対して約60度の角度で付いているという事で、スクリュー式の粉砕機や破砕機などを作っているメーカー様でさえも上手く作れないので困っておられるという事でした。
じょうごの様な感じの角度で羽根が軸に付いているスクリューという事ですので、確かに普通の羽根曲げとは違って難しいのですが、当社では こんな羽根にも対応できる
独自の羽根曲げ理論を使って製作します。
作業手順としては、チェック・バイ・チェックで、ボール紙で模型を作って展開形状の確認からスタートし、簡易型を作って板厚4.5mmの鉄板の試し曲げを実施して上手く曲がる事を確認後、本番用の羽根曲げ型を製作。
型が完成したら、当社の300トン油圧プレスにセットして、板厚19mmの羽根の展開材料(SM490A)を丁寧に曲げて、その後は羽根と軸を製缶します。
こんな変則的な厚板スクリューを正確に作れる鉄工所は少ないのではないかと思います。





三重県の鉄工所様からのご依頼で、板厚が22mmのスクリューの羽根のみを製作してお送りしました。
作図で割り出した22mmの羽根の展開形状と、合わせ確認用の軸を用意して、職人さんが合わせ確認しながら丁寧に曲げて行きます。
汎用型を使っての微調整も終わり、精度がOKになったので、梱包して三重県の鉄工所様の所に発送。
当社は特に厚板(16mm、19mm、22mm、25mmほど)のスクリューコンベアーの羽根曲げが得意です。





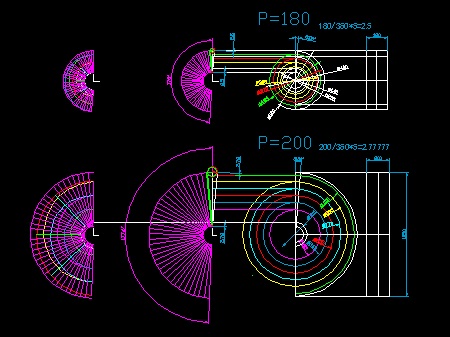
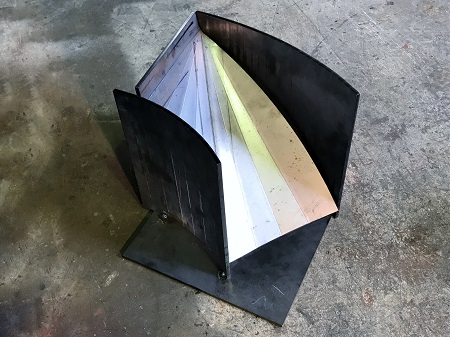
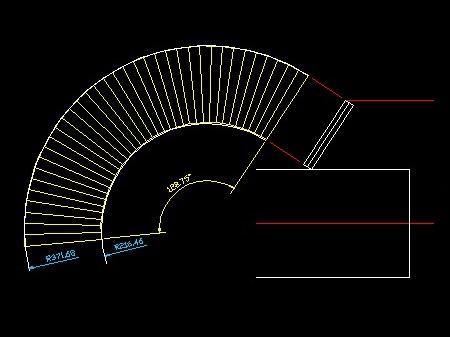
この 螺旋6枚羽根テーパースクリューは、当社で定期的に製作しているスクリューです。
一般的に厚板と呼ばれている板厚22mmの鉄板の羽根で、テーパー状にするので色々なサイズの切り板を準備して羽根の螺旋曲げを実施。
当社の300トン製缶プレスに螺旋羽根曲げ型をセットして曲げますが、一番小さい羽根は外径が330mmですが、一番大きい羽根は外径が526mmもあって重いので、二人がかりでプレス曲げ作業を行います。
プレスでの羽根曲げが終わったら羽根を軸に組んでいき、補強用のリブやフランジなども組んだら、羽根の外周に硬化肉盛溶接を施して、銀ペンを塗れば完成です。
電話でのご質問やご相談、お問い合わせを受け付けていますので、お気軽にお電話ください。
| 電話:086-526-6843 FAX:086-526-6833 メール:shimizu@shiw.co.jp |